Moisture Balance Supplier
- Home
- Moisture Balance Supplier
Moisture Balance Supplier
We are a reliable supplier of high-quality Moisture Balances designed for accurate moisture content analysis in laboratory and industrial applications. Our moisture analysis instruments are widely used in pharmaceutical industries, food processing units, chemical laboratories, agricultural testing centers, research institutes, textile industries, and quality control departments for fast and precise moisture measurement.
- Our range of Digital Moisture Balances is developed to provide stable performance, quick heating, easy operation, and dependable testing results. These instruments are ideal for analyzing powders, granules, chemicals, food products, fibers, plastics, soil samples, and other materials that require accurate moisture determination during production and quality inspection processes.
- We supply moisture balances with advanced features such as high-precision sensors, digital display systems, rapid heating technology, user-friendly controls, and compact designs suitable for laboratory as well as industrial environments. Our products are appreciated for their accuracy, durability, low maintenance, and long operational life.
APPLICATIONS
- Testing Soils and Agriculture Soils, Biomass Products, Coal, Pharmaceuticals Raw materials, Agro Industries, Wheat Atta, Suji, Maize Flour, Animal Feed, Bagasse, Dry Fruits, etc.
- Pharmaceutical Industry
- Food & Beverage Testing
- Chemical Laboratories
- Agriculture & Soil Testing
- Textile & Fiber Industry
- Research & Educational Institutes
- Quality Control Laboratories
Features of Our Moisture Balances
- Accurate and fast moisture analysis
- High precision measurement system
- User-friendly digital operation
- Stable and repeatable test results
- Durable and compact design
- Suitable for laboratory and industrial use
- Low maintenance and efficient performance
DESCRIPTION
- A High performance compact, dependable Moisture Balance Infra Red for measurement of moisture content of materials.
- The 250 W infrared lamp gives great generation of heat which is controlled by auto-transformer. The balance is calibrated in terms of moisture percentage 0 - 100 % and is read directly on mechanical scale.
- With a strong commitment to quality and customer satisfaction, we provide moisture analysis solutions that meet modern laboratory standards and industrial testing requirements. Our experienced support team also offers technical guidance, installation assistance, calibration support, and maintenance services to ensure reliable instrument performance.
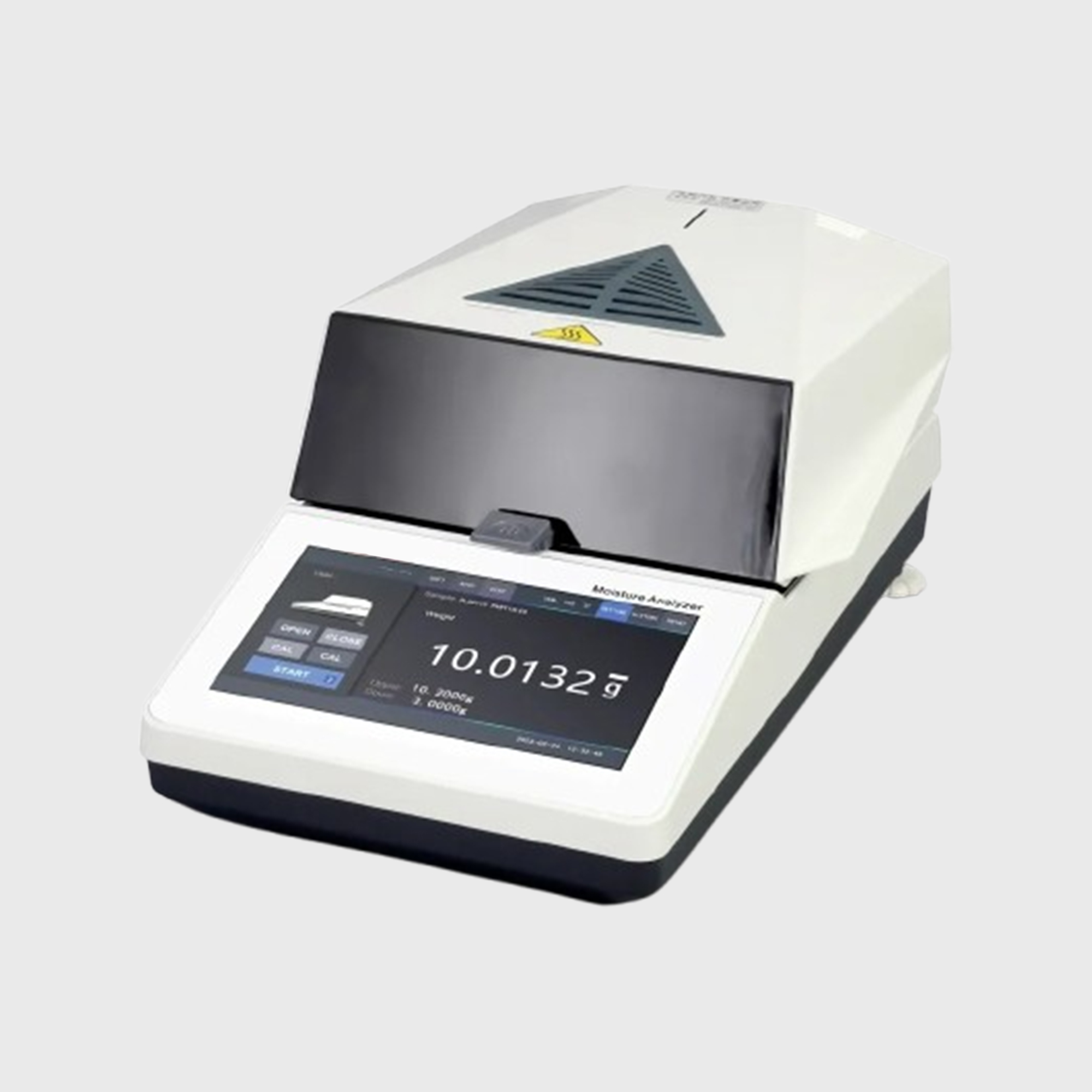
- The Moisture Balance is a precision instrument used to measure the moisture content in samples through rapid and accurate weighing. It provides essential data for quality control and analysis in various industries, including food, pharmaceuticals, and materials testing.
Accurate, reliable moisture analysis is essential for industries like pharmaceuticals, food, chemicals, and research labs. Labline presents its Digital Moisture Balance, a premium-grade infrared moisture analyzer designed for precision, ease, and repeatability. Built with industrial-grade stainless steel and a high-precision sensor, it delivers consistent, trustworthy results.
Key Features
- Precise Moisture Readings: Detects minuscule moisture changes owing to its advanced infrared oven and high-precision load cell—ideal for critical R&D, QC, and production testing.
- Flexible Capacity Options: Available in 5g, 10g, 25g, and 50g capacities to match lab sample sizes, with a versatile 60g pan option in select variants.
- Robust Construction: Crafted with heavy-duty stainless steel and reliable 220 V AC power, suitable for long-term, heavy-looking use labline.co.in.
- Digital Precision & Stability: Features a high-accuracy digital display with readability down to 0.001 g, maintaining consistency across repeated tests.
- User-Controlled Parameters: Fully user-configurable drying time and temperature settings accommodate diverse sample qualities—whether hygroscopic powders, foodstuffs, or polymers.
- Compact & Convenient: Slim design for space-efficient placement, paired with simple intuitive controls and fast warm-up.
- Quick Results: Infrared-based heating enables fast moisture detection, saving valuable lab time.
Typical Applications
- Advance R&D Equipment in pharmaceutical & chemical laboratories
- Quality Control in food processing for moisture checks
- Environmental Testing including soil and sludge analysis
- Industrial Use for materials like polymers and building materials
Why Choose Labline Moisture Balance?
- Reliability You Can Trust - From a brand established in 1986 and widely available in Mumbai & throughout India.
- Tailored to Your Needs - Multiple weight capacities and method flexibility fit a broad range of analytical scenarios.
- Built to Last - Stainless steel chassis, dependable components, and 220V compatibility for industrial environments.
- Value on Budget - Competitive pricing with excellent resale support, ideal value for budget-conscious labs.
|
Specification
|
|
|---|---|
|
Measuring Range
|
0 - 100%
|
|
Readability
|
0.2%
|
|
Accuracy
|
+0.5%
|
|
Power Supply
|
230 Volts, 50Hz
|
|
Capacity
|
5/10/25 grams
|
|
Thermometer
|
1
|
|
Aluminium Disposable Pans
|
12 Nos.
|
We are pros in manufacturing and supplying Lab Moisture Balance since 1986 more than 39 years we have various customize options GMP and Non-GMP model. We have well trained Team to handle any maintenance works.
OUR COMPLETED PROJECTS

GOOGLE REVIEW
Frequently Asked Questions – Moisture Balance Supplier
What is the difference between infrared and halogen moisture balances?
Which sample types are suitable for moisture balance testing?
What sample capacity options are available in your Moisture Balances?
How accurate are the Moisture Balances you supply?
Do you supply Moisture Balances across India?
Do you provide after-sales support for Moisture Balances?
Which industries commonly use Moisture Balances?
Why choose your company as a Moisture Balance supplier?
Contact Us
Looking to purchase a Moisture Balance for your laboratory?
Note: We are Manufacturers, Suppliers, Exporters and Dealers of Various Moisture Balance in Mumbai Hyderabad Bangalore Pune Ahmedabad Chennai Visakhapatnam Surat Nashik Warangal Vijayawada Coimbatore Vadodara Navi Mumbai Thane Maharashtra Goa Gujarat etc.